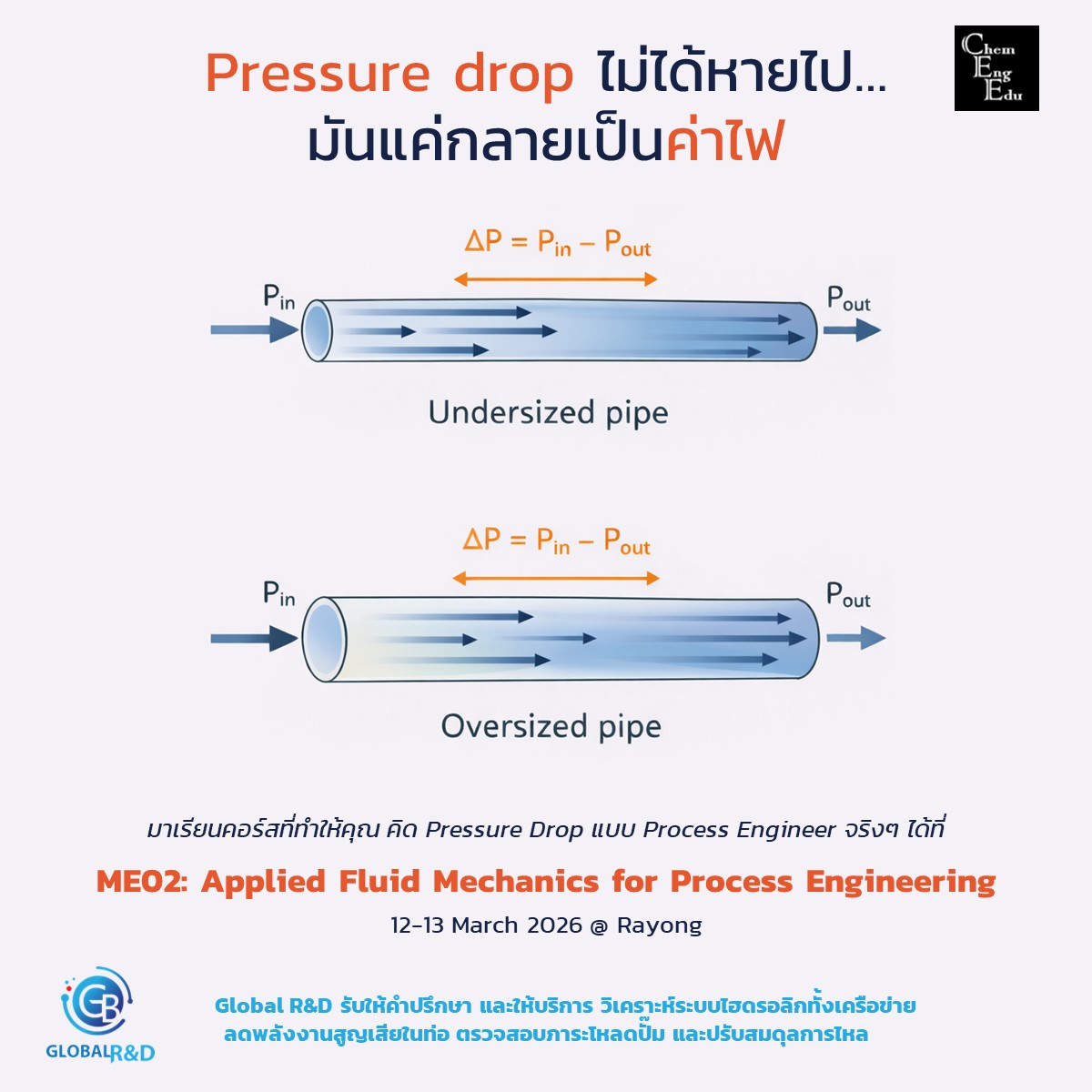
“Pressure Drop หายไปไหน? ทำไมระบบจริงไม่เหมือนที่คำนวณ!”
May 01, 2026

ทั้งที่ใช้สูตรถูกแล้ว แต่ Flow ก็ยังเพี้ยน… dP ก็ยังไม่ตรง…
เพราะ “ระบบจริง” ไม่ได้เรียบร้อยเหมือนในสมุดคำนวณ!
ในแบบคำนวณ…
– Pressure Drop = 1.2 bar
พอไปวัดหน้างานจริง…
– ได้แค่ 0.7 bar
ระบบเดินไม่เต็มประสิทธิภาพ, Pump ทำงานหนัก, Flow ตก, Energy Loss เพิ่ม
ปัญหานี้เกิดในแทบทุกโรงงาน — และ 80% มาจาก “ค่าที่เรามองข้ามในแบบ”
.
นี่คือ 4 สาเหตุใหญ่ ที่ทำให้ Pressure Drop ‘เพี้ยน’ จากที่คำนวณ
(และวิธีแก้ที่วิศวกรควรรู้!)
.
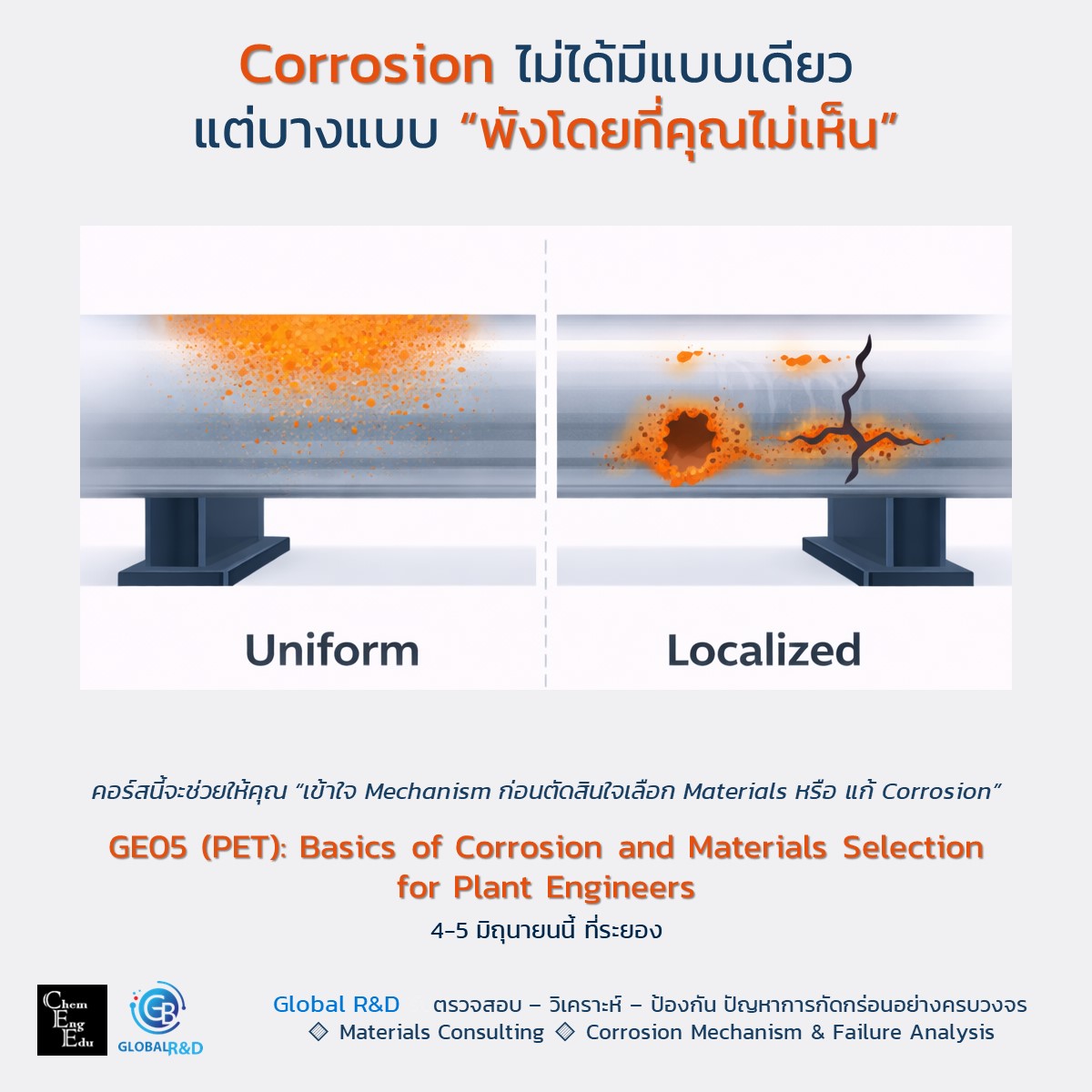
1) Fitting Loss ไม่ตรงแบบ (K-factor ไม่ตรงของจริง)
บนแบบเป็น elbow 90° แต่ของจริงเป็น long radius / reducer / tee แบบอื่น
→ dP เพี้ยนทันที 10–50%
แก้ยังไง?
* เดินเช็ก fitting ทุกจุดหน้างาน
* อัปเดต K-factor ตาม Crane / GPSA ให้ตรงแบบจริง
* จำลอง Hydraulic Simulation ใหม่ด้วยข้อมูลจริง
.
2) Pipe Roughness จริงสูงกว่า spec
มีสนิม → ลด ID → friction factor สูงขึ้น
ทำให้ระบบกินแรงกว่าเดิมมาก
แก้ยังไง?
* ตรวจ scaling / thickness ด้วย ultrasonic
* อัปเดต roughness ใหม่
* วางแผนทำ cleaning หรือเปลี่ยนท่อเฉพาะช่วงที่ critical
.
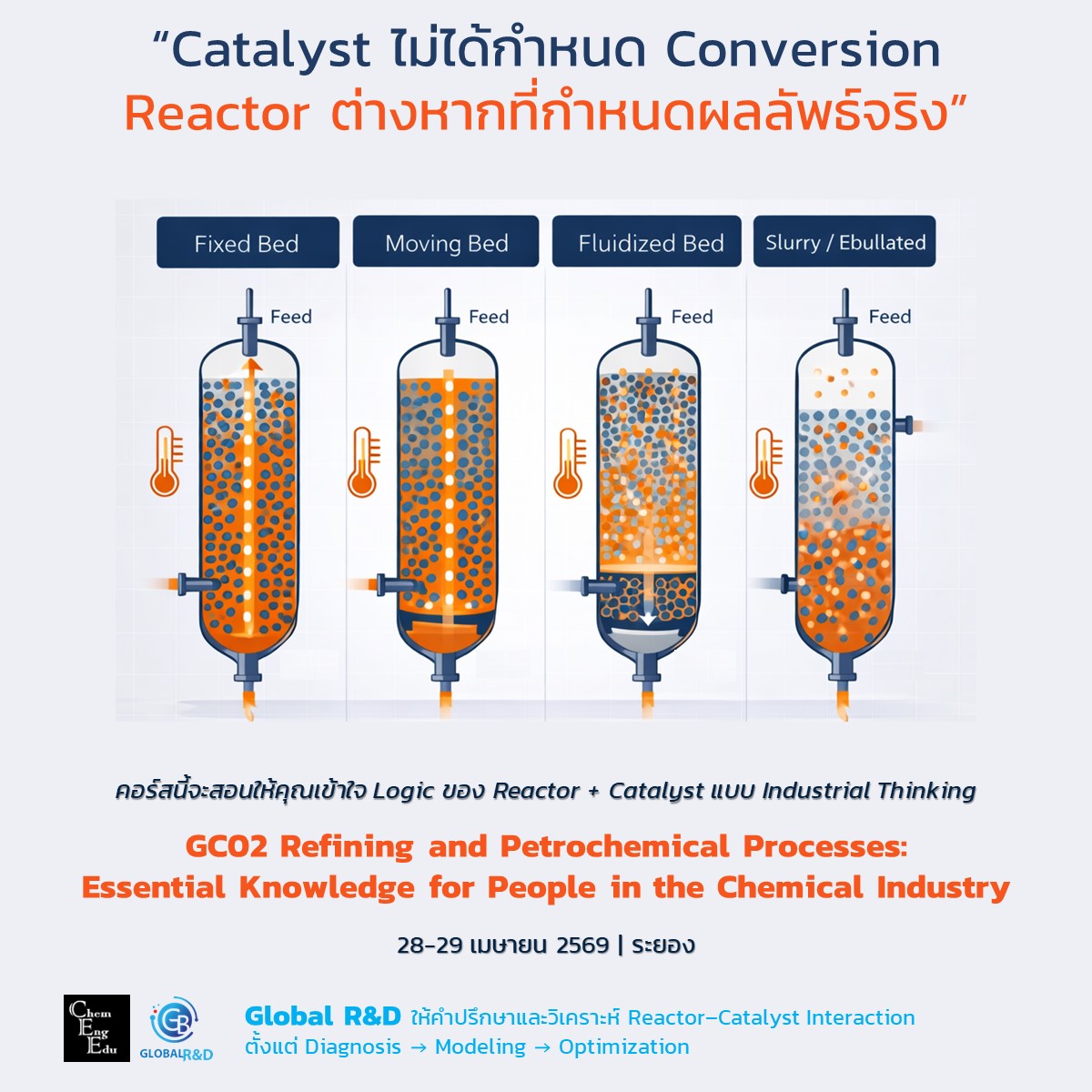
3) Two-phase Flow แอบเกิด โดยที่ไม่มีใครรู้
เกิดจาก flashing / vapor lock / gas pocket ใน high point
→ กราฟ Pressure Drop “กระโดดเป็นช่วงๆ” วิเคราะห์ไม่ออก
แก้ยังไง?
* เพิ่ม vent ที่ high point
* ตรวจ NPSH margin + flashing zone
* ทำ Pressure Profile แบบละเอียดเพื่อหาจุดเริ่มเกิด vapor
.
4) Instrument Error (ตัวการใหญ่ที่สุด!)
DP transmitter drift, flowmeter ไม่ calibrate
→ ได้ค่า dP “ปลอม” → แก้ปัญหาผิดทั้งระบบ
แก้ยังไง?
* Calibrate flowmeter/DP transmitter
* ตรวจ zero drift ก่อนใช้งาน
* เทียบ instrument ซ้อนเพื่อตรวจ error
.
อยากแก้ปัญหานี้ให้เด็ดขาด ต้องฝึก 2 อย่าง
– อ่านค่า dP + Flow + Trend ให้เป็น
– ใช้ Simulation ประกอบการวิเคราะห์








































































เราใช้คุกกี้เพื่อพัฒนาประสิทธิภาพ และประสบการณ์ที่ดีในการใช้เว็บไซต์ของคุณ คุณสามารถศึกษารายละเอียดได้ที่ นโยบายความเป็นส่วนตัว และสามารถจัดการความเป็นส่วนตัวเองได้ของคุณได้เองโดยคลิกที่ ตั้งค่า






