Case Study จริง: ใช้แค่ “ฟิสิกส์ ม.ปลาย” ก็แก้ปัญหาโรงงานได้
April 02, 2026
อ่่านบทความความ . Liquid Distributor Maldistribution Projectile Problem” ของผมฉบับเต็ม ได้ที่
https://drive.google.com/…/1PMzAF22k0pYt4pG83mYnAaPgCN8…
.
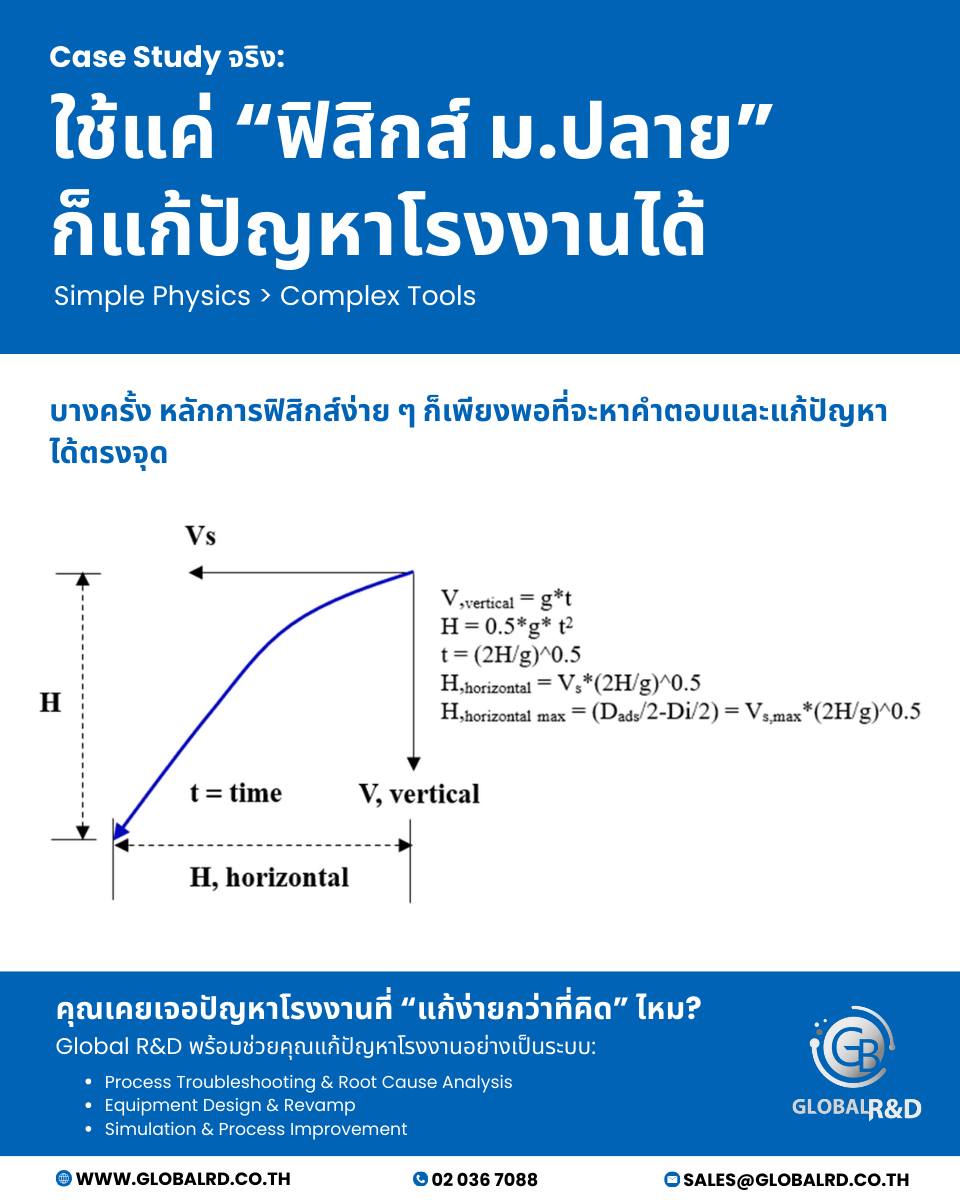
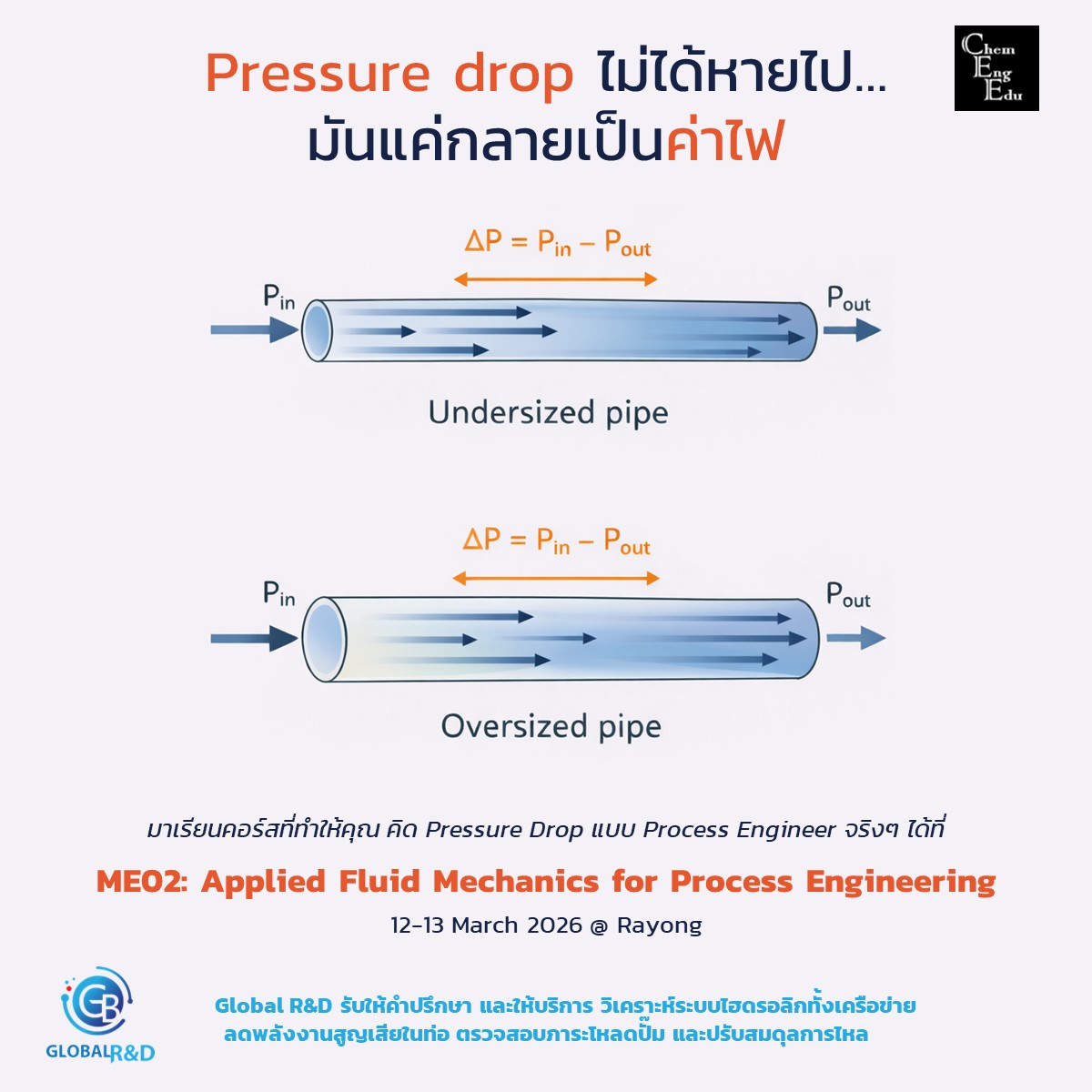
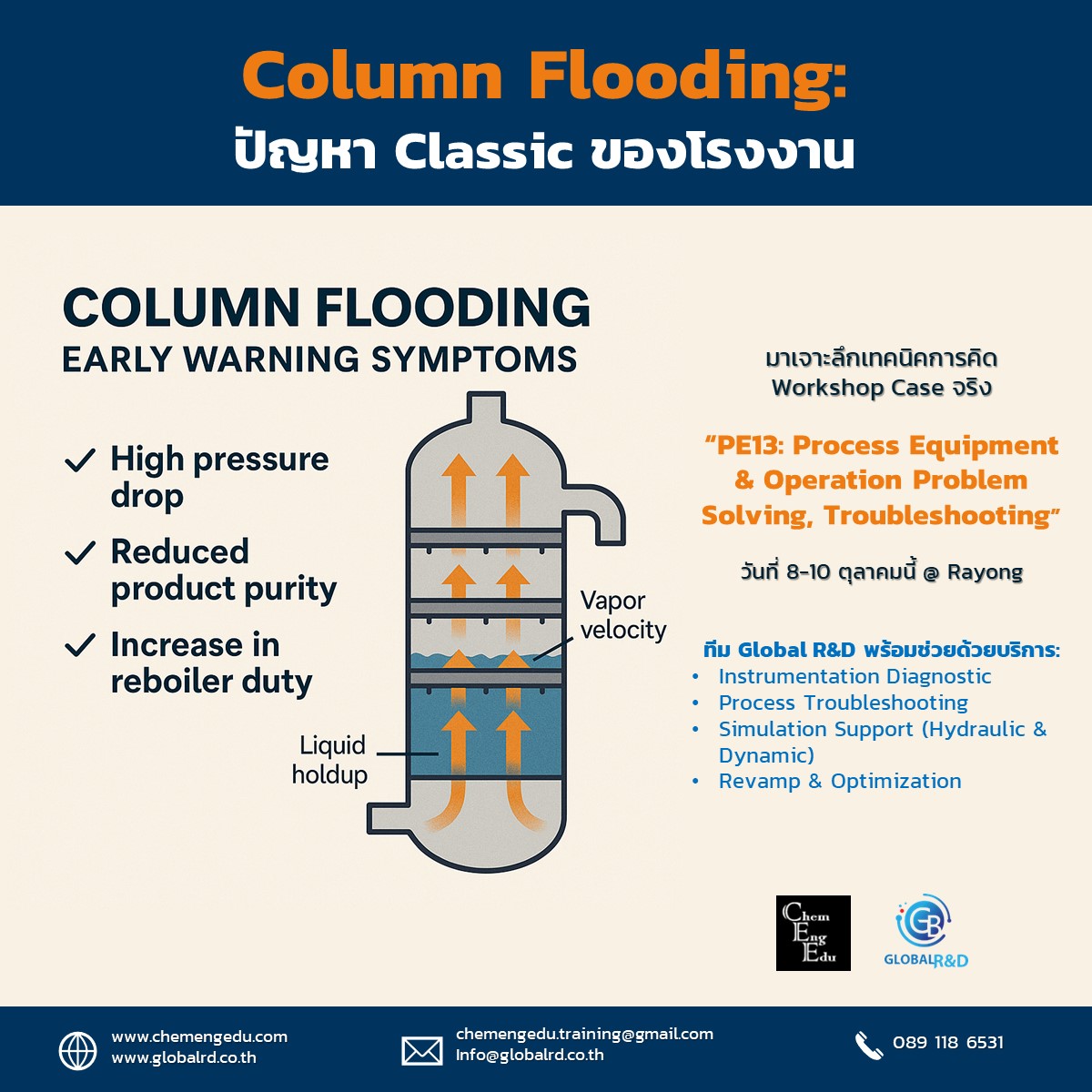
หลายโรงงานเวลาเจอปัญหา Liquid Maldistribution มักคิดว่าต้องพึ่ง CFD (Computational Fluid Dynamics) ที่ซับซ้อน ใช้เวลา และค่าใช้จ่ายสูง
.
แต่จริง ๆ แล้ว…บางครั้ง หลักการฟิสิกส์ง่าย ๆ ก็เพียงพอที่จะหาคำตอบและแก้ปัญหาได้ตรงจุด
.
โรงงานปิโตรเคมีแห่งหนึ่งในระยอง














































































เราใช้คุกกี้เพื่อพัฒนาประสิทธิภาพ และประสบการณ์ที่ดีในการใช้เว็บไซต์ของคุณ คุณสามารถศึกษารายละเอียดได้ที่ นโยบายความเป็นส่วนตัว และสามารถจัดการความเป็นส่วนตัวเองได้ของคุณได้เองโดยคลิกที่ ตั้งค่า






